Определить ресурсы на пути из точки А в точку Б
Для того, чтобы определиться со стратегией автоматизации, давайте разберемся с важным вопросом: какие уровни планирования есть, что нам нужно о них знать, а затем определим, что необходимо для автоматизации на каждом из них, и какие результаты предприятие получит на выходе после завершения тех или иных уровневых работ.
При автоматизации производства важно, во-первых, четко определить свои цели, а во-вторых, соотнести их со своими возможностями. В любой задаче есть точка А и точка Б, и тут важно не только понимать, какой мы получим результат в конце, но и посчитать ресурсы, которые Вам потребуются для преодоления пути. Причем, эти ресурсы будут двух типов: разовые вложения (например, закупка ПО, оборудования, их настройка и внедрение) и постоянные (люди и оборудование, которые будут необходимы для работы системы в целевом состоянии). Соответственно, исходя из этого можно будет определить время, которое потребуется для достижения целевого состояния.
При автоматизации производства важно, во-первых, четко определить свои цели, а во-вторых, соотнести их со своими возможностями. В любой задаче есть точка А и точка Б, и тут важно не только понимать, какой мы получим результат в конце, но и посчитать ресурсы, которые Вам потребуются для преодоления пути. Причем, эти ресурсы будут двух типов: разовые вложения (например, закупка ПО, оборудования, их настройка и внедрение) и постоянные (люди и оборудование, которые будут необходимы для работы системы в целевом состоянии). Соответственно, исходя из этого можно будет определить время, которое потребуется для достижения целевого состояния.
Точка «А» в этом вопросе имеет ключевое значение: важно проанализировать, что есть у предприятия на входе в автоматизацию. Если у Вас, к примеру, вся конструкторская документация (далее по тексту – «КД») есть только на «бумаге», или Вы не уверены в ее корректности, то не стоит сразу начинать с автоматизации вплоть до MES-уровня. В первую очередь потому, что такой проект займет очень много времени (до нескольких лет), в течение которых предприятие не будет видеть абсолютно никакого результата. Конструкторам и технологам придется вводить большое количество подробных данных, но пользоваться ими будет можно только после того, когда они закончат свою работу. По нашему опыту, это достаточно быстро демотивирует всех участников процесса.
Более эффективно - разделить процесс на определенные шаги, на каждом из которых будет решаться конкретная задача, и, что важно, этот шаг сразу начнет приносить результаты.
Вот о таких шагах и этапах мы и поговорим далее.
Уровни автоматизации предприятия
Начнем в принципе с уровней автоматизации производства и информационных системах, которые их обеспечивают:
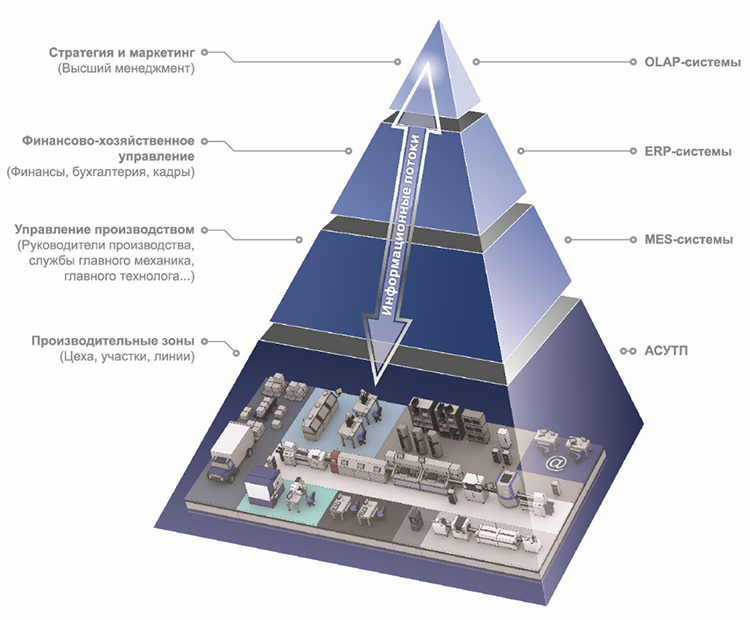
Глобально их можно разделить на четыре уровня, начиная от аналитических систем для стратегического управления предприятия, и заканчивая уровнем станков. Мы будем рассматривать только средний уровень: ERP (MRP) и MES – системы на примере конфигурации «1С:ERP Управление предприятием».
Начнем с объемно-календарного планирования
Фактически это связанные между собой планы производства и планы закупок на некий период: от одного дня до года. То есть информационная система возьмет из плана продаж или других источников список требующейся готовой продукции, разобьет его на детали, отсчитает по длительности производства время на изготовление этих деталей и даст график запуска и выпуска полуфабрикатов. Потом она посчитает материалы и покупные комплектующие изделия (далее по тексту – «ПКИ»), которые требуются для выпуска деталей и сборочных единиц (далее по тексту – «ДСЕ»), и поместит их в план закупок. План закупок тоже будет разбит по периодам: в соответствии со сроками потребления в плане производства.
При этом на данном шаге у нас уже включаются в работу сотрудники производства непосредственно в цехах: они начинают оформлять заказы на производство, в которых учитывают фактическое потребление материалов, трудозатраты, выпуски, возвратные отходы и т.д.
Что предприятие получит на выходе такого планирования:
- График запуска-выпуска деталей (без учета доступности оборудования, планирование будет происходить только по чистой длительности производства).
- План закупок.
- Формирование заказов поставщикам на основании планов закупок, отслеживание статуса поставок.
- План-фактный анализ графика запуска-выпуска деталей, отчеты по сбалансированности планов.
Чего не получит на этом этапе:
- «Живого» графика производства: если фактический срок выпуска какой-то детали сдвинется, то система ничего не будет делать с цепочкой производства, которая за ней тянется.
- Учета загруженности цехов/оборудования.
- Учета сроков поставки ПКИ/материалов при планировании производства (например, если для производства какой-то детали нужна ПКИ с длительным периодом поставки, то в плане производства это не будет никак учтено). План всегда рассчитывается от плановой даты выпуска, то есть «с конца».
Что необходимо для запуска данного блока планирования:
- Высокоуровневые спецификации: в них будет достаточно внести детали и длительность их производства, материалы и ПКИ.
- Сроки поставки материалов и ПКИ.
Такое планирование можно сравнительно быстро запустить на большинстве промышленных предприятий. Помимо очевидных преимуществ, оно позволит оценить качество производственной нормативно-справочной информации (далее по тексту – НСИ): очень часто бывает, что конструкторы, технологи, закупщики и производство работают в совершенно разных системах (или вообще без полноценных информационных систем). Тогда их данные начинают «расползаться». Обычно документация, передаваемая из КБ в закупки и производство, потом вручную «переводится» на реальные наименования материалов и ПКИ, с которыми работают эти подразделения. Объединение отделов в одно информационное пространство позволяет сблизить нормативку и сделать первый шаг в направлении реальных производственных спецификаций.
При автоматизации управления производством данного уровня повышенная нагрузка ляжет именно на конструкторов и технологов: очень важно обеспечить своевременное исправление спецификаций, чтобы в кратчайшие сроки приблизить выдаваемые информационной системой данные к реальности.
Сроки выполнения работ будут зависеть от исходного качества конструкторской документации, масштаба изделий и тех ресурсов (то есть сотрудников), которое предприятие готово выделить на проект. На больших предприятиях данный этап может занять до года, малые и средние предприятия могут справиться за несколько месяцев (в процессе подготовки информационной системы к внедрению).
Включение сотрудников цехов в оформление производственных документов существенно ускорит процесс: именно они оперируют фактическими материалами, ПКИ и ДСЕ. На основании введенных ими данных можно провести сравнение реально списанных комплектующих с данными нормативной спецификации.
Нужно быть готовым к тому, что запуск блока потребует пересмотра схем взаимодействия отделов и документооборота между ними. Причем, даже после первичной «чистки» НСИ, вовлеченность конструкторов и технологов в процесс работы с информационной системой должна быть сохранена.
Следующий уровень планирования – планирование по цехозаходам
Он предполагает, что производственные заказы разбиваются по этапам, то есть по последовательным шагам обработки изделия. Это значит, что в спецификациях на изделия должны появится этапы (последовательность) прохождения обработки изделия по цехам. Часто, если цехозаход длительный, то его разбивают на несколько этапов для большей управляемости. Здесь материалы, ПКИ и ДСЕ должны быть уже привязаны к этапу, на котором они потребляются. Дополнительно можно внести в этапы нормочасы по видам работ.
Все это позволит сформировать связанную между собой производственную цепочку, которую информационная система разложит во времени. Более того, данные этапы уже будут учитывать доступность ПКИ: в том случае, если чего-то нет на складе или в заказах поставщикам, то программа будет сдвигать этапы «вправо». Здесь пока не предполагается учета загрузки оборудования, этапы формируются по общей длительности их выполнения.
В информационной системе сотрудники производства должны указывать списанные материалы, фактические трудозатраты и т.д. Но, что важно, они также должны делать отметки о завершении этапа производства, на которые система уже должна реагировать: в случае сдвижек этапов по срокам, программа будет двигать связанные следующие этапы по графику.
Что предприятие получит на выходе:
- Приближенную к реальности оценку срока исполнения заказа с учетом длительности поставки.
- Живой график производства: с отработкой изменений в сроках выполнения этапов.
- Информацию по тому, на какой стадии выполнения находится сейчас заказ.
- Плановую потребность в материалах и ПКИ с более детальными датами, чем при объемно-календарном планировании.
- «Дефицитку» по заказу.
- Связь плановых сроков поставки в заказах поставщикам с производственными этапами.
- Информацию по перемещению деталей между цехами.
- Возможность оценки плановых нормочасов по цехам в разрезе видов работ.
- Обеспечение контроля расхода ресурсов в цехах, возможность анализировать причины отклонений плановых и фактических расходов.
Что не получит:
- Учета загрузки оборудования, планирования графика с учетом такой загрузки.
- Детальной информации о том, что происходит в рамках цехозахода: будет видно, какого числа заказ зашел в цех и плановую дату выхода, но спрогнозировать ее исполнимость будет нельзя.
Что необходимо для запуска блока:
- В ранее введенные спецификации необходимо ввести этапы с длительностью. Материалы и ПКИ привязать к этапам.
- Внести нормочасы по видам работ.
- Оцифровать информацию по используемым аналогам.
Часто данный уровень планирования объединяют с первым: хотя, в целом, они достаточно независимы друг от друга, и направлены на решение разных задач.
При внедрении данного уровня автоматизации помимо сотрудников, ответственных за КД, нагрузка ляжет на технологов, которые будут должны исправлять последовательность этапов. Также здесь активную роль выполняет производственно-диспетчерский отдел (далее по тексту – «ПДО»), который должен будет выполнять планирование заказов, контроль за сроками выполнение этапов, а также отражать отклонения в производственном процессе: часто заказы запускаются по альтернативным маршрутам; также необходимо обрабатывать брак, вводить дополнительные заказы на производство ДСЕ вне плана и т.д.
Следующий уровень автоматизации – это планирование по участкам и планирование с учетом загрузки оборудования
Это намного более сложный для автоматизации процесс, чем предыдущие, потому что он требует еще более детализированной НСИ, которую будет необходимо поддерживать в актуальном состоянии. Здесь уже предполагается, что каждый этап разбивается на участки, в рамках участков определяется оборудование, которое привязывается к этапу. Но это еще не совсем MES-уровень, потому что здесь не предполагается планирование операций внутри цеха/участка.
Фактически, здесь будут задействованы те же самые документы системы «1С:ERP», которые работали на предыдущем этапе, но теперь они должны стать более детальными. При этом программа точно также продолжит осуществлять планирование этапов с учетом материального обеспечения, но теперь к этому добавится учет загрузки оборудования. В каждом этапе будет необходимо задать используемые станки и сколько времени займет выполнение работ. На основании доступного времени работы станков система будет выстраивать график производства.
Важно, что на данном уровне автоматизации программа будет планировать этапы в целом на день (или на неделю /месяц – это определяется индивидуально настройками производственного подразделения), а вот определение последовательности выполнения внутри участка являются ответственностью конкретного мастера.
К примеру, в программе задан станок с доступностью в сутки – 8 часов. Программа будет «занимать» это время этапами, в которых этот станок прописан. Когда 8 часов будут заняты, она начнет занимать 8 часов следующего дня и т.д. То есть к мастеру придут, к примеру, 4 этапа по 2 часа – программе достаточно, что их общее время не превышает плановую доступность. Решать, какой из четырех этапов в какое время делать, уже должен мастер.
Организация НСИ для такого планирования – достаточно трудоемкая задача. Потребуется определить список оборудования и выбрать из него то, что необходимо планировать: здесь важно соблюсти принцип рациональности, не пытаясь включить в список планируемого оборудования вообще все подряд.
Что предприятие получит на выходе из автоматизации этого уровня:
- Планирование с учетом загрузки оборудования.
- В случае включения механизмов технического обслуживания и ремонтов (далее по тексту – «ТОИР»), в программе можно будет планировать периоды недоступности оборудования, и система будет строить график с учетом таких особенностей.
Что не получит:
- Планирования работ внутри участка.
Что необходимо для запуска блока:
- Ввести информацию по оборудованию в цехах, по его доступности.
- Скорректировать спецификации: разбить этапы на участки, внести информацию по потребности оборудования в этапах.
Добавим, что расширение блока планирования до оборудования можно выполнять по частям: то есть проводить насыщение спецификаций детальной информации отдельно по каждому цеху с последовательным запуском. Это позволит снизить загрузку сотрудников, ответственных за поддержание НСИ. А, как показывает практика, на данном этапе внедрения всплывает очень большое количество отклонений, которые будут требовать корректировки спецификаций.
Следующий шаг планирования – это уже непосредственно MES-уровень.
К нему рекомендуется переходить после завершения предыдущих этапов, потому что он еще более требователен к НСИ.
Данный уровень предполагает управление и планирование до конкретных операций внутри цеха/участка. Если до сих пор мы оперировали понятием этап производства и оборудование, на котором он выполняется, то теперь информация должна быть дополнена списком операций.
В 1С:ERP данный вид планирования является развитием предыдущего уровня: то есть сначала этапы распределяются по дням/неделям с учетом доступности оборудования и материального обеспечения, а потом уже система переходит к работе с производственными операциями в рамках этапа. Работа может быть двух типов: ручное и автоматическое планирование. В «ручном» варианте мастер цеха/участка или сотрудник планово-диспетчерского бюро (далее по тексту – «ПДБ») сам назначает исполнителю операции к выполнению из списка доступных операций этапов. В автоматическом – система сама осуществляет планирование операций по длительности с учетом загрузки рабочих центров. Причем, при использовании автоматического планирования, доступно определенное моделирование работы: можно, к примеру, увеличить доступность конкретного станка и посмотреть, каким образом изменится расписание.
Дальше сотрудники на местах делают отметки о выполнении операций, и все возможные отклонения учитываются в дальнейшей работе.
Предполагается, что сотрудники на местах будут вносить в систему «1С:ERP» информацию об использованных материалах и трудозатратах, по выпуску продукции и т.д.
Что предприятие получит при реализации данного уровня автоматизации:
- Управление производством внутри цеха/участка.
- Сменно-суточные задания на бригаду/конкретных исполнителей/конкретный станок.
- Учет отклонений, возникших на каждой операции.
- Возможность проведение план-фактного анализа по материалам и трудозатратам на каждой операции.
Что не получит:
- Интеграцию с оборудованием, потому что обычно это задача систем другого уровня.
Что необходимо для запуска блока:
- Ввести информацию по операциям, их длительности и необходимому оборудованию.
- Рабочие места прямо непосредственно там, где работают исполнители: отметка о начале выполнения той или иной операции должна вносится оперативно, иначе программа начнет перепланировать график. Фактически работа с системой в цехах и перепланирование должны вестись в режиме реального времени.
Мы рассмотрели в настоящей статье глубину автоматизации управления производством, сопоставив сложности каждого уровня и получаемые выгоды для предприятия. На каждом реальном заводе могут быть нюансы, которые каким-то образом изменяют и «смешивают» описанные уровни автоматизации, и определить это можно точно только при обследовании конкретной ситуации.