Наиболее частым заблуждением пользователей информационных систем управления предприятием является мнение, что в системах класса ERP присутствует полный функционал, закрывающий все потребности производственного предприятия. На самом деле ERP-системы являются лишь одной составляющей ИТ-ландшафта, содержат только часть функций обеспечения процессов управления и не покрывают полный спектр задач и процессов производственной компании. В данной статье я расскажу о классификации систем управления производством и их связи с процессами управления.
Иерархия систем управления производственной компанией
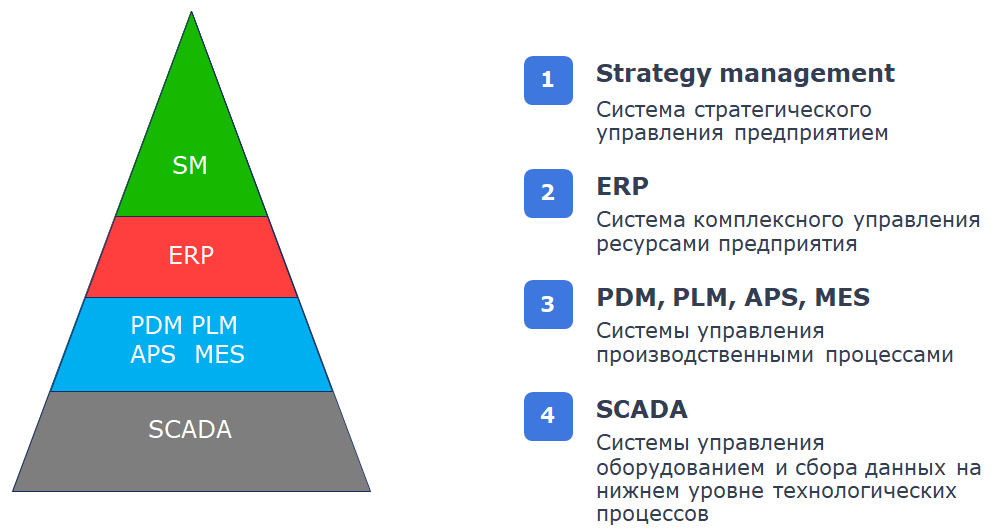
На самом верхнем уровне находится система стратегического управления предприятием. Как правило, эти системы позволяют управлять через бюджеты, бизнес-планы и иные инструменты, работающие на длительных (от 1 до 5 лет) горизонтах управления.
Следующий уровень – системы класса ERP (Enterprise Resource Planning). Это системы, работающие по методикам MRP и MRP II.
На нижнем уровне управления используются системы класса SCADA (Supervisory Control and Data Acquisition либо, в российской терминологии, АСУ ТП: автоматизированные системы управления технологическим производством) – это класс систем, которые непосредственно управляют производственным оборудованием и позволяют собирать данные с управляемого оборудования.
И примерно 15-20 лет назад стало понятно, что прямое взаимодействие SCADA и ERP не работает. Если мы пытаемся поднять «сырые» данные с датчиков и интерпретировать их на уровне ERP-системы или, наоборот, из ERP управлять оборудованием, мы обнаружим, что такое взаимодействие не будет эффективным в силу значительных различий логики работы систем указанных классов. В результате начал выделяться отдельный класс систем – системы управления производством. Их несколько, и именно про них я буду рассказывать: PDM, APS, MES и PLM.
Классификация и назначение систем управления производством
PDM (Product Data Management) – это система управления данными о продукции. Она содержит информацию о том, как должна быть произведена продукция: составе, структуре, средствах и принципах производства.
APS (Advanced Planning and Scheduling) – система построения детального плана производства продукции. Часто говорят, что ключевой атрибут APS – это автоматическое построение плана. На самом деле – нет. Главное – возможность детального планирования с учетом загрузки каждого рабочего места и проверка исполнимости такого плана.
MES (Manufacturing Execution System) – система обеспечения исполнения производства. Данный класс систем ориентирован на оперативное управление цехами. Система такого класса должна содержать в себе всю информацию, необходимую для исполнения производственных процессов.
PLM (Product Lifecycle Management) – система управления жизненным циклом продукции, которая содержит в себе информацию о том, что происходило с продукцией от момента ее выпуска и до момента ее ликвидации.
Процессы управления производством
Для стабильного выпуска продукции и обеспечения ее качества в компании необходима организация следующих процессов:
-
Подготовка производства. Данная группа процессов направлена на разработку нормативной документации, согласно которой будет производиться продукция и обеспечиваться контроль ее качества.
-
Планирование производства. Существует несколько так называемых «горизонтов планирования», т.е. интервалов и периодов, на которые строится план производства продукции. Каждый горизонт планирования имеет свое назначение, может использовать зависимые друг от друга, но различные по своему составу данные, а сами процессы планирования могут выполняться по отличающимся друг от друга методикам.
-
Обеспечение производства. Перед стартом процессов производства мы обязаны убедиться, что у нас есть все необходимые ресурсы, которые включают в себя сырье и материалы, оборудование, оснастку и инструмент, человеческие ресурсы, а также, при необходимости, ресурсы сторонних исполнителей.
-
Исполнение. Это непосредственное производство продукции и выполнение процедур контроля качества.
-
Сопровождение. Если производитель несет ответственность за работоспособность и качество выпускаемой продукции (например, берет на себя гарантийные обязательства), необходимо отслеживать «жизненный цикл» продукции, который начинается с момента выпуска изделия и заканчивается (в общем случае) его ликвидацией.
Бывают ли ситуации, когда каких-то процессов нет? Да, бывают. Например, если продукция простая и не требует сопровождения, соответствующий процесс может отсутствовать. Но в общем случае структура процессов именно такая.
Ну и, конечно, следует учитывать что разделительное (нарежь Свинку Пеппу на шашлык и холодец) и сборочное (купи четыре беляша и собери себе кошку) производства – это принципиально разные вещи, и требования ко всем функциям информационных систем всех контуров управления у них совершенно разные.
Этапы подготовки производства
Подготовка производства регламентируется ГОСТами. В их числе ГОСТ Р 2.ХХХ, которые относятся к Единой системе конструкторской документации (ЕСКД) и ГОСТ Р 3.ХХХ, которые относятся к Единой системе технологической документации (ЕСТД). Современная редакция ЕСКД и ЕСТД не строго регламентируют работу с документацией, оставляя возможность формирования и применения достаточно гибких индивидуальных внутренних стандартов и инструментов.
Первое, с чего начинается подготовка производства – это описание конструкции изделия. Мы должны четко понимать, что именно получим в итоге. В состав конструкции, в том числе, входит и список основного сырья и материалов.
Вторая часть – технология производства изделия и его компонентов. Помимо понимания, что мы производим, нужно понимать, как именно мы это делаем. В реальности часто существует несколько способов получить один и тот же продукт, полуфабрикат или деталь. Возникает вопрос, в какой момент и по каким правилам мы выбираем ту или иную технологию. Очень часто выбор технологии осуществляется непосредственно перед изготовлением продукции или каких-то ее компонентов и основан на наличии сырья, материалов, полуфабрикатов и комплектующих, доступности оборудования. Каждый из доступных способов производства может использовать различное сырье, материалы и комплектующие. Например, одну и ту же деталь можно выточить в токарном цехе (используя токарные и фрезерные станки), а можно отлить в литейном цехе. В результате получатся одинаковые детали со схожими параметрами качества, но для их производства будет использовано различное количество сырья (да и само сырье может быть разным), задействованы разные производственные мощности и каждый из способов займет разное время. Поскольку состав основного сырья и материалов является элементом конструкторской документации, получается, что технология производства изделия влияет на его конструкцию. Технологическая подготовка производства (ТПП) включает в себя разработку комплекта документов, определяющих не только последовательность операций с указанием их параметров, но и требования к средствам производства. В ряде случаев в рамках технологической подготовки производства осуществляется проектирование и производство специализированного оборудования, оснастки или инструмента.
Третья часть – планирование процедур контроля качества продукции. Формально этот процесс не всегда регулируется единым стандартом, но у каждой отрасли и каждой компании есть (или должен быть) свой план контроля качества. Бывают ситуации, когда его нет и он не требуется – например, при выпуске простой продукции вроде пластиковых ведер. Но на любом «серьезном» производстве этот процесс должен присутствовать. Аналогично ТПП, при формировании плана контроля качества изделий могут быть сформированы специфические требования к контрольно-измерительным инструментам, с применением которых будет контролироваться качество продукции, и, соответственно, выполнено их проектирование и производство.
Четвертый элемент подготовки – отработка технологии. Если мы хотим получать стабильный результат, то конструкцию, технологию и план контроля качества нужно проверить на практике и убедиться, что четкое следование документации гарантирует получение качественных изделий. Процесс отработки технологии всегда должен заканчиваться успешным выпуском опытного образца или опытной партии изделий.
Мы часто видим на практике, что последовательность этих этапов нарушается. Компании начинают выпускать продукцию, не сделав опытный образец, и потом удивляются, почему производство останавливается или продукция выходит бракованной. Или на предприятии описана конструкция изделия, но нет описанной технологии – все производство держится на конкретных людях, которые знают как производить изделия или выполнять определенные операции. Если такой человек уходит, производство останавливается. Такие ситуации являются критической уязвимостью для менеджмента и владельцев бизнеса.
Подготовка производства – это именно выполнение всего комплекса процессов, которые позволяют стабильно выпускать качественную продукцию.
Информационная система, которая обеспечивает процессы конструкторско-технологической подготовки производства (КТПП) и планирования контроля качества – это система класса PDM. Ключевыми участниками (и, как следствие, заказчиками автоматизации) процессов являются:
-
Главный инженер;
-
Главный конструктор;
-
Главный технолог;
-
Отдел контроля качества.
Главный конструктор и Главный технолог подчиняются Главному инженеру. Один отвечает за чертежи, второй – за то, как по этим чертежам изготовить изделие. Отдел контроля качества определяет, что, когда и с помощью чего проверять.
Процессы подготовки производства связаны со следующими процессами:
-
Планирование производства;
-
Исполнение производства;
-
Управление качеством;
-
Материально-техническое обеспечение.
Ключевыми потребителями результатов выполнения процессов подготовки являются исполнители процессов производственного планирования и исполнения производства. Каждый работник в цеху, приходя на свое рабочее место, должен открыть «инструкцию» и понять, что и как именно ему сегодня делать.
Есть взаимодействие и с материально-техническим обеспечением. Если мы хотим производить, например, «меч из эльфийского мифрила», а мифрил под санкциями, нужно заранее спросить у отдела МТО: «А вы вообще можете его купить?» И нам, например, ответят: «Есть гномский аналог, есть параллельный импорт через орков». Значит, придется актуализировать и конструкторскую, и технологическую документацию. Хотя на практике взаимодействие процессов КТПП и МТО происходит не всегда.
Таким образом, системы класса PDM должны включать в себя следующие функции.
Управление чертежами и конструкцией изделий: хранение чертежей, параметризация изделий, версионирование, управление изменениями.
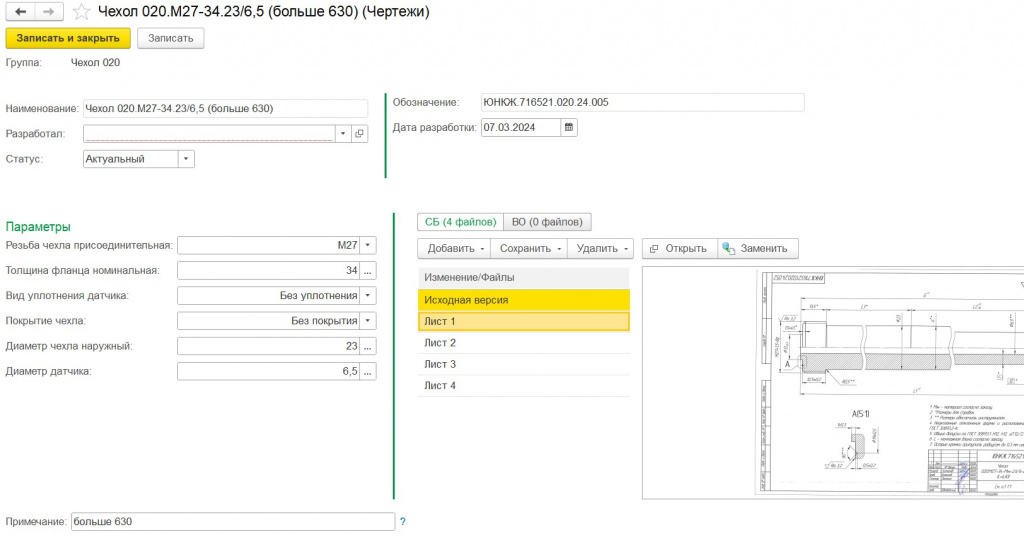
Рис. 1. Пример интерфейса блока управления чертежами и конструкцией изделий
Управление технологией: структурированное описание перечня операций, потребляемых полуфабрикатов/деталей, указание, чем выполняются операции, какая у них трудоемкость (потому что на разных станках она может быть разная), что получится в результате их выполнения, требования к ресурсам, оснастке, инструменту, персоналу и т.д.
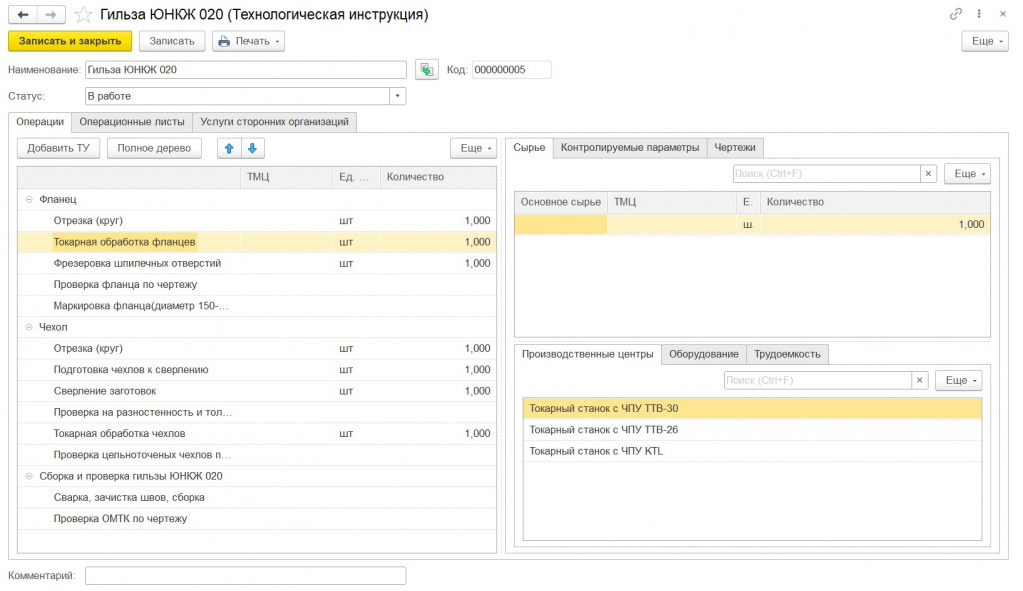
Рис. 2. Пример интерфейса блока управления технологией производства
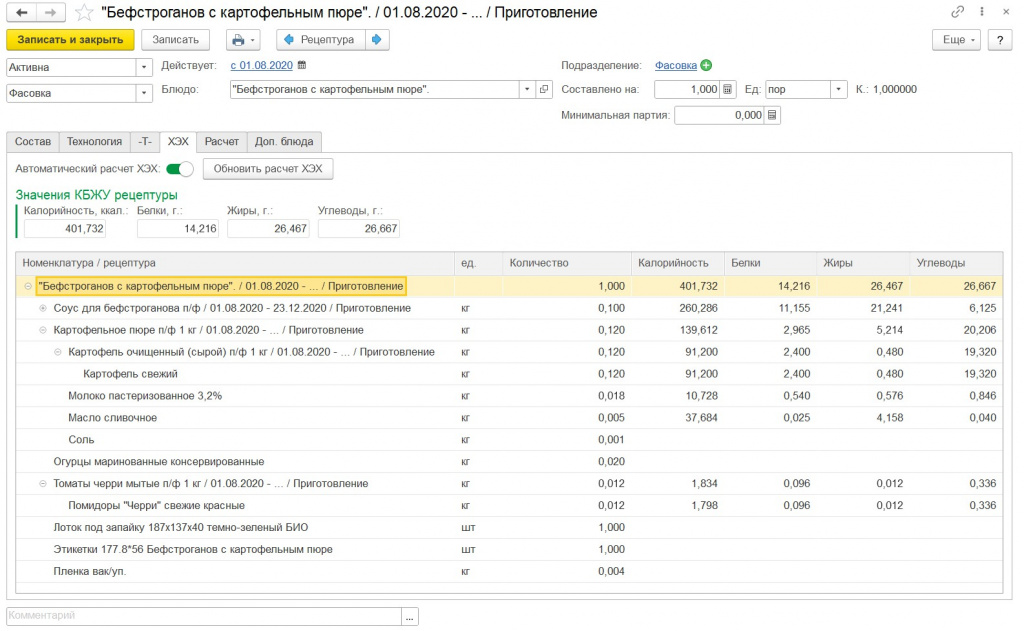
Рис. 3. Пример интерфейса блока управления технологией производства
В зависимости от отрасли требования к структуре описания технологии производства могут значительно различаться. Также может различаться и степень детализации описания, в зависимости от «потребителя» информации.
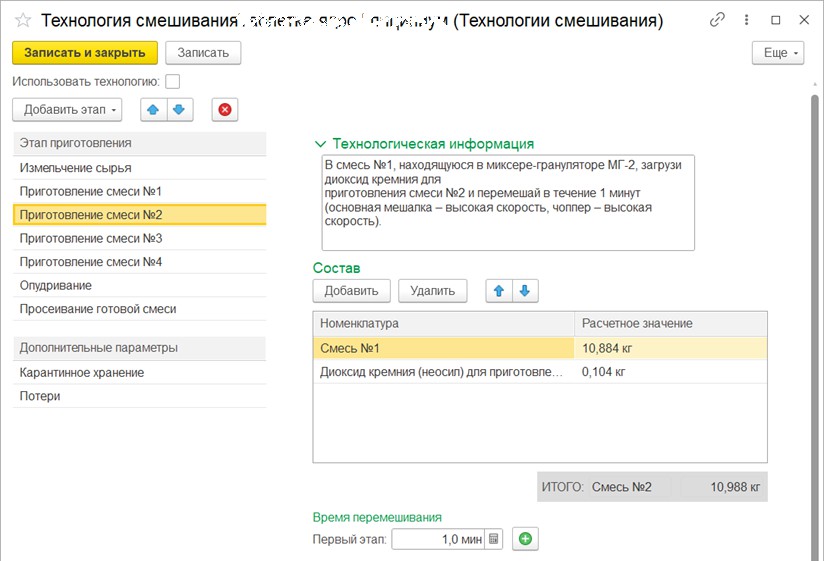
Рис. 4. Пример интерфейса детального описания технологического процесса (операционной карты)
При передаче информации на рабочее место требуется максимальная детализация информации: «В смесь №1, находящуюся в миксере, загрузить такие-то компоненты в таком-то количестве, перемешивать столько минут». И неважно, в каком виде данная информация попадет к сотруднику производства – в информационной системе или на бумаге (в виде документа «Операционная карта»). Если этой информации в нужный момент не будет, велика вероятность, что человек сделает что-то не так.
Формирование плана контроля качества: структурированное описание нормативных процедур контроля качества, применяемых технических средств, оценка трудоемкости, карта измеряемых параметров и их допустимых значений. Важным элементом системы является наличие привязки контрольных процедур и операций к технологии производства изделий и их компонентов.
Управление процессами подготовки производства: координация и контроль исполнения всех задач – это тоже функция системы PDM, поскольку управление данными о продукции не ограничивается лишь регистрацией их в информационной системе.
Исторически сложилось, что системы класса PDM разрабатывались только для управления конструкцией изделий (в первую очередь, для хранения и версионирования чертежей), поэтому большинство систем такого класса не содержат информации о технологии производства, планах контроля качества, функций управления процессами, которые критически важны для полноценной автоматизации работы процессов КТПП.
Планирование производства
Процессы планирования производства необходимо делить по горизонтам (или уровням) планирования согласно целям и назначению формируемых планов. Принято использовать следующую классификацию:
-
Долгосрочное планирование (от года и более);
-
Среднесрочное планирование (до года);
-
Краткосрочное планирование (до месяца);
-
Оперативное планирование (до 10 дней).
Приведенное деление по срокам весьма условное и может варьироваться в зависимости от отрасли и характера производства. И, естественно, вовсе не обязательно, что в каждом предприятии должны присутствовать все приведенные в списке уровни планирования. Их использование индивидуально для каждой компании.
Каждый уровень планирования отвечает следующим целям:
-
Долгосрочное – формирование бизнес-планов и бюджетов компании;
-
Среднесрочное – формирование плана потребности в ресурсах, оценка исполнимости заказов и загрузки производственных мощностей, оптимизация межцехового взаимодействия;
-
Краткосрочное – оптимизация внутрицехового взаимодействия и контроль обеспеченности ресурсами;
-
Оперативное – обеспечение оперативного управления производством.
Соответственно, если на производственном предприятии нет существенных ограничений в производственных мощностях, один цех и обеспечение ресурсами происходит с высокой оперативностью, необходимости в организации среднесрочного планирования нет.
Существует всего два принципа планирования производства – построение объемно-календарного плана (какой объем продукции или работ надо выполнить за определенный фиксированный интервал времени: например, 10 000 тонн продукции за месяц) и построение плана-расписания (какие операции с изделиями и их компонентами в какой период времени кто должен выполнять).
Далее будут рассмотрены уровни среднесрочного, краткосрочного и оперативного планирования.
Среднесрочное и краткосрочное планирование
Процесс производственного планирования начинается с задачи управления заказами на производство продукции.
Почему это важно? Очень частая проблема на производственных предприятиях – отсутствие процедуры акцепта заказов. Разрыв между функциями продаж и производства – это вечная беда. Этот мост нужно строить. Без него нормального планирования не будет.
Если сотрудник отдела продаж придет и скажет: «Я продал меч из эльфийского мифрила, теперь нужно его производить», производство должно иметь возможность ответить: «Сейчас мы заняты другим заказом, возвращайся через год, когда освободятся мощности». А если у отдела продаж уже зафиксированы обязательства, исполнение этих обязательств вызовет проблему.
При этом, в зависимости от типа производства, управлять формированием заказов на производство может не только отдел продаж. Это могут быть и другие подразделения, которые формируют задания, что и в каком объеме нужно произвести.
Также встречаются ситуации, когда у предприятия имеются обязательства по производству продукции («заказная», «индивидуальная» или «проектная» продукция), но процессы подготовки производства еще не выполнены. В таком случае подразделения предприятия, занимающиеся подготовкой производства, становятся такими же субъектами планирования, как и производственные цеха, и для исполнения обязательств их работу необходимо планировать.
Следующий этап – среднесрочное планирование. Это план на горизонт от трех до двенадцати месяцев, в зависимости от типа производства. И здесь работает только объемно-календарный принцип: какой объем и в какой период времени мы будем выполнять. Если мы попробуем на полгода вперед строить детальный план-расписание, с учетом людей и всех ограничений, это не сработает. Мы будем постоянно перепланировать.
Краткосрочное планирование формируется на горизонт до одного месяца. Оно может быть построено как по принципу плана-расписания, так и по принципу объемно-календарного плана. Краткосрочный план мы строим с оценкой реальных возможностей производства и вовлечения конкретных производственных мощностей. Допустим, формально производство должно работать 24/7, но мы знаем, что, например, одна из смен не укомплектована. План должен быть актуальным, должны проверяться все «конфликты»: есть ли оснастка, достаточно ли людей, не запланирован ли ремонт, есть ли сырье на складе – можем ли мы вообще в текущих условиях произвести продукцию.
Это важно, потому что в ряде случаев при отсутствии оснастки и инструмента производительность оборудования может отличаться в десятки раз. В нашей практике встречалась ситуация, когда заказчик выпускал 100 упаковок продукции в час вместо 5000. Начали разбираться – оснастки нет, вместо автоматической подачи люди стоят и вручную раскладывают продукцию на упаковочной линии. Такие вещи нужно отслеживать и контролировать в оперативном режиме.
Есть отдельная группа процессов, которая относится к нескольким различным процессам (и системам), но тесно связана с производственным планированием – это управление производственными мощностями: оборудованием, оснасткой, их конфигурацией, режимами работы, производительностью, доступностью и допустимостью использования (не путать с Enterprise Asset Management).
Отдельно также стоит выделить управление КТА (контрольно-технологическая аппаратура), КПА (контрольно-проверочная аппаратура) и КИП (контрольно-измерительные приборы). Если в технологической документации написано: «Выточи такую-то деталь и проверь ее толщину», у человека на рабочем месте должен быть инструмент для проверки – проверенный штангенциркуль, линейка или другой измерительный прибор. Иначе мы не сможем обеспечить контроль качества, и продукция будет получаться либо некачественной, либо «нестабильной» с точки зрения качества.
Управление процессами производственного планирования реализуется в системах класса APS.
Процессами среднесрочного и краткосрочного планирования владеет соответствующая производственная служба. На практике, когда спрашиваешь: «Кто занимается планированием?», отвечают: «Производственники». Но, по-хорошему, должен быть выделен Отдел или Группа производственного планирования, разделенная по процессам: одни люди формируют среднесрочный план, а другие – краткосрочный.
Второй важный участник процесса – Служба Главного механика (зачастую, СГМ подчиняется Главному инженеру). Она отвечает за то, чтобы все технические средства производства были в рабочем состоянии. Если оборудование не работоспособно, оно в ремонте, мы должны учитывать это при планировании.
Для построения планов нам необходима информация о конструкции и технологии производства изделий – без нее невозможно сформировать исполнимый план, но требования к степени детализации этой информации разные для краткосрочного и среднесрочного планирования. Также требуется интеграция с ERP-контуром в части управления персоналом и материально-технического обеспечения. Ресурсное обеспечение – это отдельные процессы, но их планирование также влияет на исполнимость планов производства.
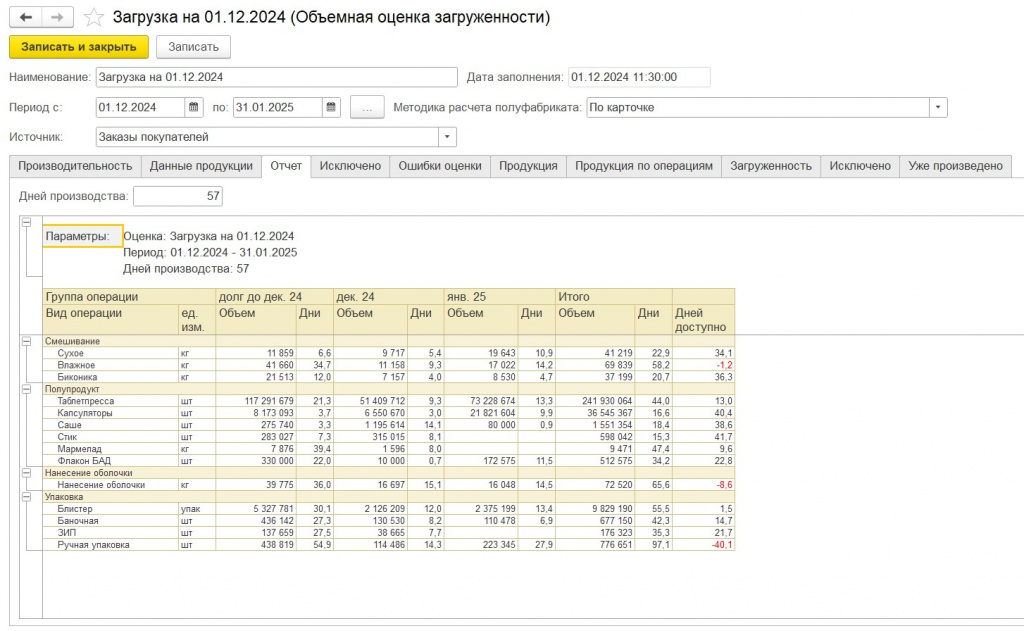
Рис. 5. Пример среднесрочного плана
Как выглядит план? Например, в объемном среднесрочном планировании это «раскладка» по продукции и объемам с привязкой к загрузке производственных мощностей по месяцам. Именно так мы видим, насколько загружено производство во времени и можем определить перегруз. Если в какой-то перегруженный месяц попытаться «впихнуть» продукцию, которая задействует определенную стадию производства или конкретный цех, с большой вероятностью произвести продукцию не получится. При этом в другие периоды мощности могут быть недозагружены.
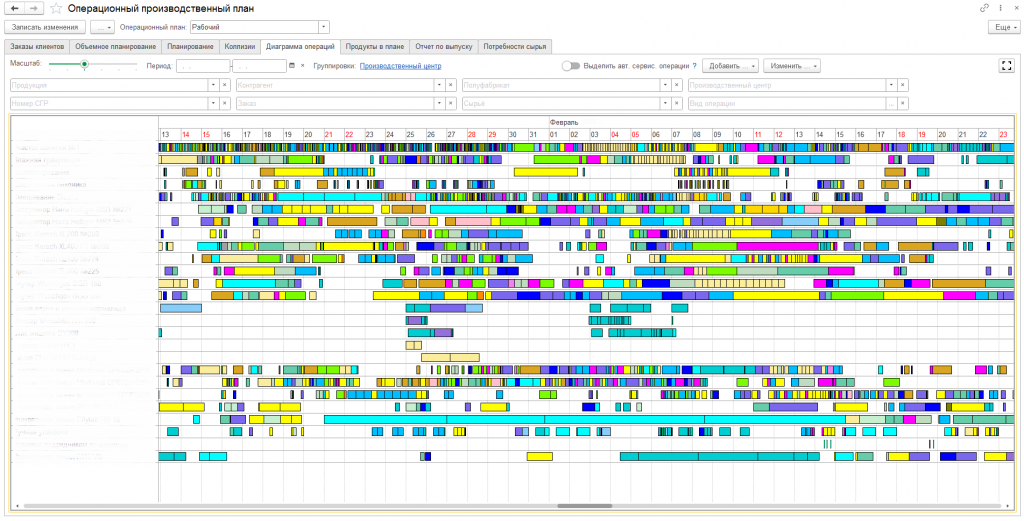
Рис. 6. Пример плана-расписания
План-расписание выглядит иначе. Это сложная диаграмма, учитывающая взаимосвязи и последовательность выполнения каждого технологического процесса каждого изделия.
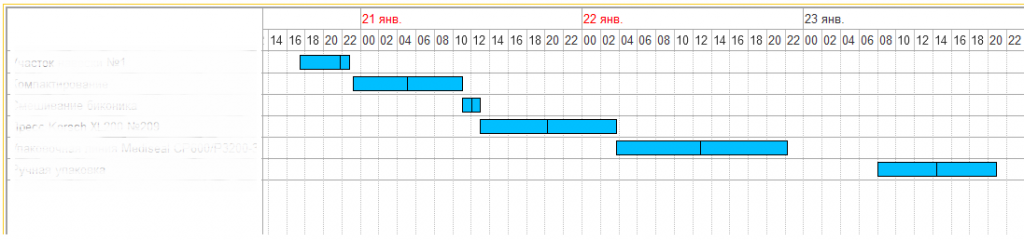
Рис. 7. Технологический цикла производства изделия в краткосрочном плане-расписании
Если посмотреть на технологический цикл конкретного изделия, мы увидим стандартную диаграмму Ганта.
Построение такого плана-расписания дает, во-первых, возможность проверить достаточность производственных мощностей, во-вторых, понимание, где у нас есть «окна» и «простои». И самое важное – синхронизация: чтобы производство компонентов и выполнение операций разными производственными центрами были согласованы между собой, и заготовка не оказывалась запланированной позже, чем она нужна. Для этого нужен инструментарий APS – без этой системы невозможна эффективная синхронизация производственного планирования внутри одного цеха. Параллельно контролируются ресурсы, оснастка, рассчитывается необходимое для выполнения операций время.
Здесь возникает ключевой аспект внедрения APS. Чтобы спланировать что-то, нам нужно знать нормативное время выполнения операций. Это тот самый параметр, который должен приходить как результат исполнения процессов конструкторско-технологической подготовки производства. Если не было произведено опытной партии или опытного образца, мы не знаем, сколько реально занимает операция. Игнорирование выпуска опытного образца или партии – это частая ошибка. В итоге на этапе планирования на вопрос: «Сколько времени это займет?» получают ответ: «Как получится». Детальное планирование при этом становится невозможным.
Обеспечение производства
Задача обеспечения производства напрямую не относится к управлению производством – в процессах обеспечения производственные подразделения выступают в роли заказчиков. Контур процессов обеспечения производства реализован в системах классов ERP (в части материально-технического обеспечения и обеспечения производственным персоналом) и ТОиР (в части обеспечения работоспособности производственного оборудования), которые не являются «производственными».
Тем не менее, планирование обеспечения напрямую связано с планированием производства, поэтому важно организовать тесную двустороннюю интеграцию систем обеспечения с производственными системами.
Оперативное планирование (диспетчеризация) и учет исполнения производства
Часто на предприятиях либо нет диспетчерской, либо, даже если она есть, никто не понимает, чем она занимается. На самом деле это ключевая функция. Входной информацией для работы производственной диспетчерской является план производства, сформированный на более высоком уровне – будь то краткосрочный или среднесрочный – который диспетчерская превращает в конкретные задания «здесь и сейчас».
Поскольку реальность всегда отличается от плана – сегодня токарь не вышел, крановщик отсутствует – нужно оперативно перераспределить задачи, назначать других исполнителей, чтобы производство не остановилось. Это задача диспетчеризации. Далее – контроль достаточности сырья, материалов, комплектующих. У каждого цеха есть прицеховой склад или цеховая кладовая. Мы должны учитывать все движение товарно-материальных ценностей: что от кого поступает, что кому передается, что нужно взять с центрального склада, что и когда привезут из соседнего цеха. Задача диспетчерской – обеспечить, чтобы в момент начала работы у сотрудника на рабочем месте было все необходимое. Сотрудник производства не должен ждать – он должен работать. Совокупность всех оперативных заданий всем сотрудникам производства и есть оперативный производственный план.
Следующий элемент работы диспетчерской – фактический учет и корректировка оперативного плана. Что произведено, какие операции выполнены, с какими параметрами. Параметры выполнения операций должны регистрироваться в системе управления производством (в идеальном случае) или на бумаге, и отражаться в учете. Если это, например, производство хлеба – важно фиксировать такие параметры, как влажность и температура, а для токарного цеха важно измерять геометрические параметры полученных заготовок/деталей.
Если все организовано правильно, производство работает стабильно, процессы автоматизированы – результат повторяемый и продукция получается одинакового качества.
Процессы оперативного управления производством автоматизируются системами класса MES. Функциональными заказчиками при внедрении этих систем являются сотрудники, непосредственно вовлеченные в исполнение производства:
-
Производственная диспетчерская;
-
Мастера цехов/смен;
-
Технологический отдел (в части цеховых технологов, осуществляющих контроль исполнения технологии);
-
Отдел контроля качества (который отвечает за оперативный, в том числе промежуточный, контроль качества продукции и их компонентов);
-
МОЛ цеховых складов.
В процессе своей работы указанные сотрудники должны получать информацию из смежных систем и процессов – МТО (в части информации о складских запасах), КТПП (в части описания конструкции, технологии, нормативных процедурах контроля качества), управления персоналом (в части определения, кто когда должен выйти на работу и кем кого можно заменить), планирования производства (что когда надо произвести), систем АСУ ТП (данные объективного контроля работы оборудования).
Результат работы диспетчерской подлежит отражению в контуре фактического учета ERP-систем и является входными данными для управления жизненным циклом продукции.
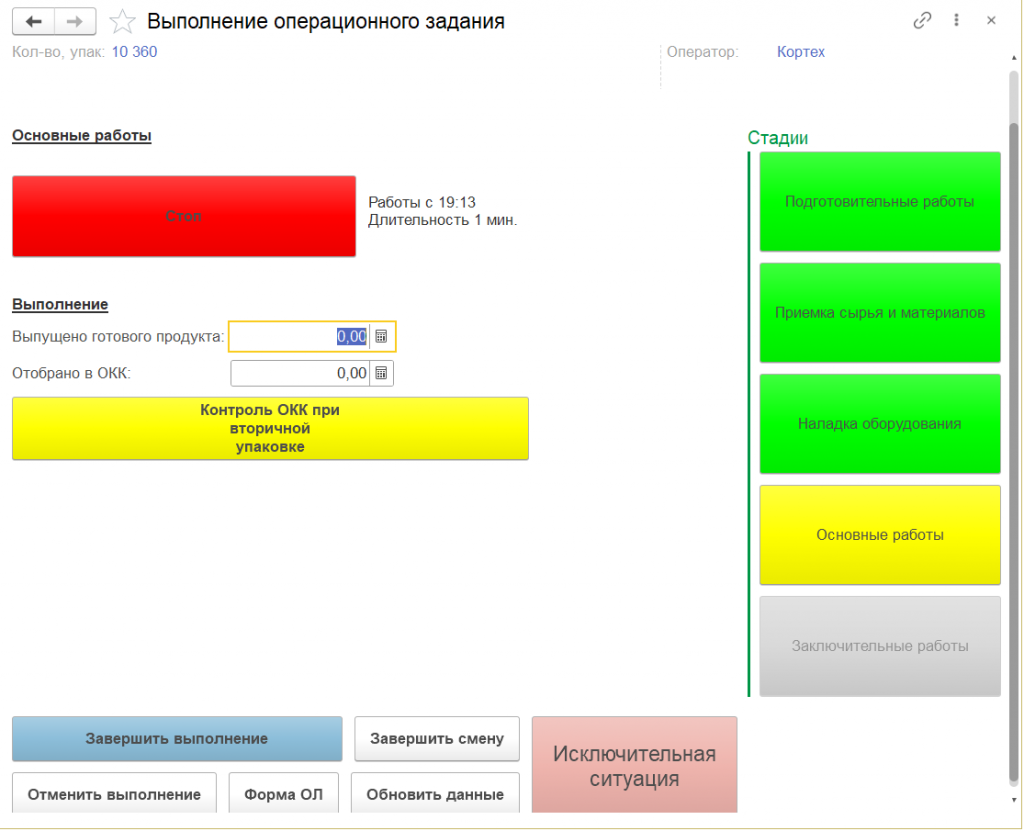
Рис. 8. Пример интерфейса системы класса MES
Интерфейсы таких систем отличаются от привычных. Это не «Документы» и «Справочники», как мы их видим в «классических» учетных системах. Интерфейсы современных MES должны быть адаптированы для работы в производственных цехах –нужны крупные кнопки, рассчитанные на работу в перчатках на планшетах или мобильных устройствах. Принципы построения учета здесь также отличаются.
Идеальный сценарий работы систем класса MES – это принцип «Старт-Стоп». Работник приходит на рабочее место, нажимает кнопку «Старт» на планшете, начинает операцию. Если процесс остановился, это должно быть видно диспетчеру: операция запущена («Старт» был), но активности нет (например, нет энергопотребления станком). Значит, есть отклонение, и на него необходимо оперативно отреагировать.
Важно понимать, что универсальных систем класса MES не существует и существовать не может. Каждая внедренная система привязана к конкретному цеху, конкретным производственным процессам и подлежит доработке при изменении структуры цеха или изменении процессов управления. Если вы ставите дополнительный станок, пусть даже немного, но отличающийся от уже используемых, его информатизация в рамках MES потребует доработки системы. Если вы модернизировали процессы контроля качества и добавили дополнительные проверки при производстве изделий, MES также потребует доработки. Максимум, на что можно рассчитывать при выборе «базового» программного продукта класса MES – это то, что вам не придется разрабатывать 40-60% функций «с нуля». Даже если вам рассказывают что «на соседнем заводе, выпускающем такую же продукцию, стоит эта система» – согласно практике, из-за различий в организации процессов, системы могут потребоваться принципиально разные.
Управление жизненным циклом продукции
Если у предприятия существует необходимость контроля работы своей продукции в течение ее эксплуатации, необходимо организовывать процессы управления жизненным циклом.
Системы контроля жизненного цикла продукции относятся к классу PLM.
Далее будет изложено мое субъективное мнение (возможно, спорное), отличающееся от текущих «общепризнанных» концепций. Говоря об информатизации, я считаю, что жизненный цикл продукции начинается с момента выпуска и, в общем случае, заканчивается при выводе продукции из эксплуатации. Общепринято включать в управление жизненным циклом процессы и данные от стадии возникновения идеи создания продукта. Однако в процессе производства продукции, как было показано выше, могут приниматься ключевые решения, существенно влияющие на получаемый результат. Таким образом, если в задачах автоматизации не разделять процессы сопровождения продукции после ее выпуска и процессы производства, требования к «единой» информационной системе управления жизненным циклом превратятся в требования ко всем системам описанных классов, включая требования к ERP (как источнику финансово-экономических данных).
Задача сопровождения продукции крайне специфическая, поскольку включает в себя не только взаимодействие с конечным пользователем продукции, но также требует сбора и верификации информации об условиях эксплуатации изделий, что может стать серьезной проблемой – далеко не каждый, кто использует продукцию, делает это согласно всем требованиям производителя, и, очевидно, никто не горит желанием делиться информацией о нарушениях условий эксплуатации.
Разработка систем PLM чаще всего является «заказной», поскольку функции системы должны учитывать не только параметрическое описание условий эксплуатации, обслуживания и ремонта изделий, но и инструменты связи с системами объективного контроля, которые могут быть установлены в продукцию.
Мои личные наблюдения и анализ эффективности использования «типовых» продуктов класса PLM в части соответствия основной цели управления жизненным циклом изделий приводят к следующему тезису. Ошибочно включать в состав функций систем класса PLM функции иных систем управления производством – PDM, APS, MES. Более корректно строить PLM-систему в следующей архитектуре. Информация о том, как должна была быть произведена продукция и как, кем и при каких условиях она была произведена – это лишь входные данные для PLM, которые в ней сохраняются для последующего анализа. Таким образом, требования к реализуемым в PLM функциям в части производства упрощаются до организации хранилища данных, получаемых из смежных систем. Отчасти такое распределение процессов и функций схоже с использованием систем классов EAM (Enterprise Asset Management) и ТОиР, но не на стороне эксплуататора изделий и оборудования, а на стороне производителя.
Наиболее часто мы встречаем PLM-системы при эксплуатации автомобилей. И, как могут подтвердить многие автомобилисты, эти системы часто дают сбой – то запчасть по VIN автомобиля находится не та, что реально установлена, то в бортовом компьютере установлено другое программное обеспечение. А причина этих проблем кроется в некорректном проектировании этих систем, что является, в свою очередь, следствием некорректно сформированных функциональных требований к общему контуру систем управления производством.
Заключение
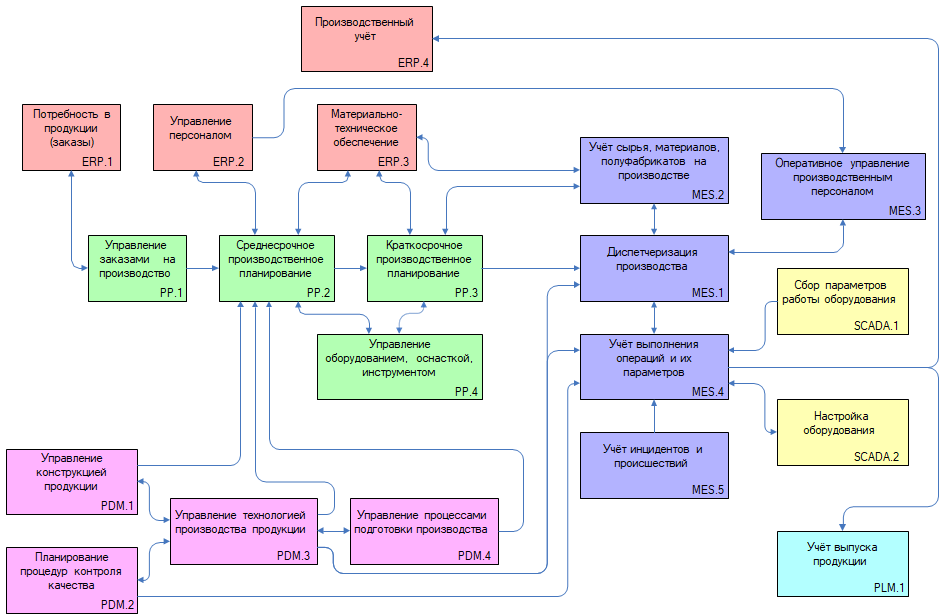
Рис. 9. Общая схема процессов
В заключение привожу общую картину, как все описанные выше процессы соотносятся с информационными системами. На данной схеме представлены далеко не все системы, которые требуются для работы производственного предприятия, поскольку есть еще, например, ТОиР, CAD/CAM, EAM, управление метрологической службой, отделом промышленной безопасности, работой лаборатории и иные, которые также включаются в общий ИТ-ландшафт компании, и все эти системы не являются частью контура ERP. Системы управления производством – это отдельный мир со своими взаимосвязями, функциями, правилами работы, которые нельзя реализовывать в концепции «все-в-одном».
P.S. Выражаю благодарность Директору ООО «ПК «Тесей» Владимиру Андреевичу Каржавину за помощь в подготовке данной статьи.
*************
Статья написана по итогам доклада (видео), прочитанного на конференции Анализ & Управление в ИТ-проектах.
Вступайте в нашу телеграмм-группу Инфостарт